
In zinc die casting, every millimeter is like a chip on a gambling table. If the wall thickness is too great, material costs and production lead times spiral out of control; if it’s too thin, porosity issues quietly creep in. Engineers face this pressure every day—parts must be lighter, tolerances must be tighter, and there can be no excuses when it comes to zinc die-cast parts. The wall thickness limits for alloys 3, 5, and 8 are the trump card.
Grand View Research reports the global zinc die casting market is set to surpass \$15 billion by 2030, driven by automotive lightweighting. As NADCA puts it, “Design drives cost.” Thin walls aren’t a flex—they’re a strategy.
This article will focus on the core aspects of the die casting process, covering fundamental knowledge, alloy wall thickness limitations, verification of minimum thickness, and porosity optimization. Drawing on practical examples from automotive components, it will provide a detailed explanation of key technical points, analyze the performance of alloys 3, 5, and 8 under extreme conditions, and discuss how to achieve thin-walled designs without compromising safety, thereby offering practical guidance for the mass production of precision zinc die cast parts.
Zinc DieCasting Basics
Zinc die casting is a process that transforms molten zinc into precision metal components on a large scale. From filling the mold cavity to the final ejection of the finished product, this zinc alloy casting method enables efficient and consistent mass production. To understand why zinc die casting is indispensable in precision manufacturing, we need to examine three key aspects: the principles of the process, the advantages of mass production, and critical control parameters. The following analysis will address each of these points, helping you better understand the process and select the right zinc die casting manufacturer for your future projects.
How Zinc Die Casting Works
The principle behind zinc die casting essentially involves the precise coordination of pressure, temperature, and timing. First, the zinc alloy is heated to a molten state with good fluidity—this is the foundation of high-quality zinc die-cast material. The temperature of the molten metal is strictly controlled to ensure it flows smoothly into the mold cavity under high pressure.
During the injection phase of zinc die casting, both high injection pressure and an appropriate injection speed are essential. Pressure drives the metal to fill fine details, while speed prevents entrapped air and avoids internal porosity. The metal solidifies rapidly within the hardened steel mold, forming a stable grain structure. After cooling, the nearly net-shape zinc die-cast parts are mechanically ejected.
Every stage of the zinc die casting process is interrelated: temperature affects flow, flow affects filling, and filling affects strength.
Key Benefits of Zinc Alloys in High-Volume Production
Manufacturers continue to rely on the die casting process because of its clear advantages in the mass production of zinc products. High production efficiency results in lower unit costs and excellent dimensional accuracy, making it ideal for precision assembly. It also allows for the formation of complex shapes with a smooth surface finish, reducing the need for secondary machining. As a zinc die cast material, zinc offers inherent strength and long-term durability, short production cycles, reduced machining requirements, and clean, smooth edges.
According to the International Zinc Association’s 2025 Outlook Report:
“Zinc die casting continues to expand in electronics and automotive applications due to its efficiency in high-volume precision manufacturing.”
This is crucial for rapidly expanding brands. Supro MFG utilizes advanced zinc die-casting technology and precise process control to ensure consistent quality in zinc die-cast parts, even for the most demanding projects.
Critical Parameters: Temperature, Injection Speed, and Mold Design
The performance of zinc die casting depends on mold control. Key parameters include temperature, injection speed, and mold design.
Thermal control requires maintaining a stable melt temperature and uniform mold temperature, combined with cooling channels to ensure efficient production.
Flow management involves optimizing gate design and ensuring unobstructed vent channels, as well as calibrating the injection speed.
Structural stability ensures uniform filling of the zinc alloy and reduces porosity defects in zinc die castings during solidification.
When the zinc die casting process is properly optimized, the parts exhibit sharp, well-defined features and consistent quality, and are ready for immediate assembly. Supro MFG fine-tunes every aspect of its zinc die casting services—from melting to ejection—to ensure that every zinc casting retains its shape, is free of defects, and meets customer specifications.
Comparison of Thickness Limits for Alloys 3, 5, and 8 in Zinc Die Casting
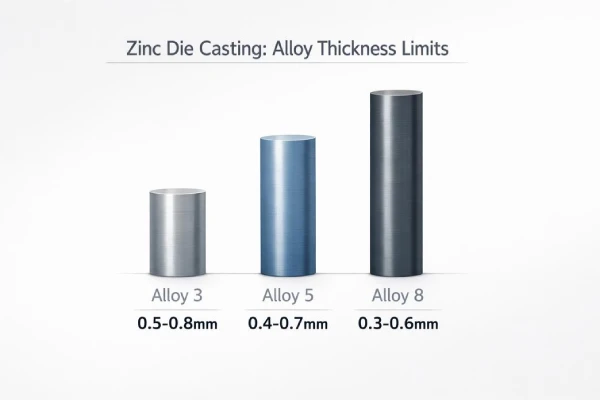
In zinc die casting, thin walls are not merely a matter of numerical values; they also involve metal flow, thermal management, and proper casting design. During the die casting process, the casting properties of different zinc alloys vary. The following are the minimum wall thickness requirements for Alloys 3, 5, and 8 in actual production.
Alloy 3
In zinc die casting, Alloy No. 3 is often selected as the material of choice for producing precision geometries and thin-walled profiles due to its excellent flow properties and dimensional stability. It offers outstanding thin-wall capabilities: minimum wall thicknesses as low as 0.5 mm for short runners; 0.6–0.8 mm for parts of moderate complexity; and stable filling during high-speed zinc die casting cycles.
When designing thin-walled zinc die-cast parts, the placement of gates and venting is critical; balanced runners can improve filling. Slender ribs are preferable to wide, flat walls. During manufacturing, it is essential to ensure stable temperatures, adjustable injection pressure, and maintain mold rigidity.
When customers seek to achieve significant weight reduction in zinc die casting without compromising dimensional control, Supro MFG typically recommends Alloy 3.
Alloy 5
Alloy 5 places greater emphasis on strength. Although the higher copper content improves mechanical properties, it slightly restricts fluid flow during the zinc die casting process.
Design considerations for zinc die cast parts made from Alloy 5 include: the actual minimum wall thickness is typically slightly thicker than that of Alloy 3. Special attention must be paid to the casting process to avoid cold shuts. Its enhanced corrosion resistance makes it an ideal choice for structural hardware components. In actual zinc die casting production, the balance lies in first confirming strength requirements, then adjusting wall thickness accordingly, and finally optimizing gate design to maintain filling speed.
Supro MFG typically recommends Alloy 5 for load-bearing enclosures; while thin-wall design must still be considered for such components, strength is the primary consideration.
Alloy 8
Alloy 8 offers both toughness and creep resistance, but producing ultra-thin-walled structures in zinc die casting requires stricter control. Regarding wall thickness strategy: slightly increasing the minimum wall thickness can improve manufacturability, while optimizing the die-casting pressure curve helps achieve a smooth surface finish on thin walls.
To balance the surface finish and strength of zinc die castings, it is necessary to maintain controlled melt temperatures, minimize runner lengths, and meet the higher strength requirements for in-service applications.
When conducting feasibility studies, it is essential to review gate flow rates, evaluate cooling uniformity, and verify mold rigidity.
In advanced zinc die casting projects, Alloy 8 performs best when performance requirements exceed the limits of extremely thin walls. For engineering zinc alloy die casting projects that demand both durability and reliability, an experienced team like Supro MFG selects alloys based on actual wall thickness constraints to ensure well-engineered designs and smooth production.

4-Step Verification of Minimum Thickness in Zinc Die Casting
In zinc die casting, accurately controlling minimum wall thickness requires a combination of sound design, reliable simulation, and practical testing. In zinc alloy die casting, thin-walled structures can reduce costs—but if taken too far, defects will quickly become apparent.
Step 1: Define Critical Wall Sections
When reviewing the design of zinc die-cast parts, key high-risk areas to focus on include:
1) Structural and runner-sensitive areas
For load-bearing areas, wall thickness must be evaluated based on mechanical loads, and abrupt transitions in critical areas must be marked.
For areas with restricted runner flow, thin-walled ribs and deep cavities must be inspected, and nominal thickness must be compared with minimum thickness.
2) Geometric Features
Check for draft angles that affect filling and review the rib-to-wall-thickness ratio in the die casting layout.
3) Joints
Identify sharp corners in zinc castings and minimize sudden changes in wall thickness.
The thin-wall performance of zinc alloys differs from that of aluminum. At Supro MFG, engineers identify these risk areas early on to ensure that zinc die casting projects avoid repeated revisions later in the process.
Step 2: Run Finite Element Thermo-Flow Analysis
Simulation in zinc die casting is not just fancy software; it is a tool that can anticipate problems before the mold is machined. Key analyses include: thermal flow analysis, which primarily examines metal flow velocity and trapped gas zones during cavity filling. Finite element analysis focuses on capturing temperature gradients and local cooling rates. In predicting critical defects, the emphasis is on filling issues during the zinc die casting process (runner deviation, cold shuts) and solidification behavior (concentrated shrinkage, porosity related to process parameters).
The following are typical reference values for zinc alloy die casting:
Parameter | Thin Wall (0.6 mm) | Medium (1.2 mm) | Thick (2.0 mm) |
Fill Time (ms) | 15–25 | 25–40 | 40–65 |
Metal Temp (°C) | 410–430 | 405–425 | 400–420 |
Cooling Rate (°C/s) | 150–220 | 90–150 | 50–90 |
Porosity Risk (%) | 4–7 | 2–4 | 1–3 |
Step 3: Conduct Test Cast Trials
While digital models are certainly impressive, it is the molten zinc that truly reveals the truth. The test setup requires a controlled die-casting process—with a stable injection rate and fixed gate dimensions.
The choice of zinc die cast material is critical:
Alloy 3 is suitable for general strength applications.
Alloy 5 is used for creep resistance.
Alloy 8 improves flowability.
Key evaluation points include: visual inspection of the surface finish of thin-walled sections and checking for flash near the ribs; mechanical sampling for density testing and cross-sectional sectioning to inspect for porosity.
Professional zinc die casting services use test castings to verify whether zinc die cast parts can actually achieve the target minimum wall thickness without compromising strength. This is the only way to meet stringent assembly requirements.
Step 4: Inspect Microstructure and Dimensional Accuracy
The final verification of zinc die casting involves both internal inspection of the metal and testing on a measurement bench. The internal structural examination includes microstructural analysis—observing the grain refinement of zinc die-cast parts and the distribution of porosity under metallographic examination—while defect tracking focuses on the aggregation of microporosity and shrinkage at thin-walled edges.
For external verification, a coordinate measuring machine is used to inspect the dimensional accuracy, flatness, and parallelism of the thin ribs on zinc die castings; functional testing evaluates warpage under load and compliance with tight tolerances.
For customers requiring high-precision zinc die casting services, Supro MFG combines laboratory data with production feedback. This balance ensures that minimum wall thickness targets are both achievable and suitable for mass production.
Optimize the wall thickness of zinc die castings to address porosity issues
In zinc die casting, fine and thin features may look perfect in CAD models, but they can pose numerous challenges in actual production. When wall thickness is too thin, porosity can develop unnoticed, leading to a reduction in part strength. During the zinc die casting process, even the slightest adjustment can have a significant impact on quality and repeatability.
Spotting Porosity Drivers in Thin Walls
In the zinc die casting process, porosity often occurs within thin walls, especially when there are significant variations in wall thickness.
Unstable material flow can trap air, and sharp angles can exacerbate turbulence. When thin-walled areas of zinc die castings solidify rapidly, it can obstruct the flow of molten metal, and uneven cooling can lead to shrinkage cavities. Other design-related defects in zinc die castings include: sudden changes in wall thickness that result in insufficient molten zinc supply, and poorly designed vent channels that increase porosity within zinc die cast parts.
At Supro MFG, engineers review zinc die casting models early in the process, inspecting every thin-walled section and edge before proceeding with mold fabrication.
Balancing Injection Pressure and Cooling Rate
Stable injection pressure and an optimized cooling rate ensure the integrity of the zinc die casting. During the filling phase, a gradual increase in pressure prevents air from being entrapped in the molten metal; during the holding phase, maintaining pressure counteracts the shrinkage caused by metal solidification during the zinc die casting process.
In terms of cooling strategies, temperature zoning and balanced cooling of die-casting molds can prevent premature surface solidification. Optimizing cycle times helps avoid abrupt ejection. The key to die-casting zinc parts lies not in applying extremely high pressure, but in synchronizing the pressure curve with the cooling curve to ensure a smooth, flawless zinc alloy die-casting process.
Fine-Tuning Gate and Runner Layout
Intelligent gate design and a balanced runner system together determine the filling pattern inside the mold. In zinc die casting, the metal delivery system is critical. The main runner must distribute the metal evenly to each cavity, while the secondary runners are sized to minimize pressure drop.
When positioning the gate, it is essential to control the angle of incidence and flow velocity. A gate that is too small will restrict flow, while one that is too large will cause gas entrapment. Flow simulation can visualize areas prone to gas entrapment before the steel mold is cut, resulting in smoother filling and fewer defects in zinc die-cast parts.
Supro MFG optimizes zinc die casting molds through simulation and hands-on testing to ensure that the zinc castings are dense and compact and can withstand the stresses of actual operating conditions.
Looking for a reliable China metal foundry?
- We can help you optimize product design and save costs.
- We can help you with high quality high volume cast parts.
- We can deliver on time and get more sales market opportunities.
- You will benefit from Supro MFG metal casting service.
Zinc Die Casting Automotive Components: Lightweight, High-Rigidity, High-Precision Solutions
While pursuing weight reduction, Hyundai Motor Company is unwilling to compromise on strength. This is precisely where zinc die casting technology using Alloy 8 comes into its own. By optimizing the zinc material, molds, and casting processes, zinc die casting manufacturers are able to reduce weight, tighten tolerances, and ensure that products maintain exceptional durability on demanding automotive platforms.
Thin-Wall Engine Brackets for Weight Reduction
When designing engine mounts for zinc die casting to achieve significant weight reduction goals, engineers focus on three key factors: material flow, the thermal behavior of Alloy No. 8, and long-term structural integrity.
In terms of design optimization, wall thickness control for zinc die-cast parts involves using zinc alloy flow simulation to precisely maintain thin-wall designs within specified limits, while strategically placing ribs to prevent sink marks and warping. Aligning load paths allows for the direct transfer of engine vibration loads, thereby reducing stress concentration at bolt bosses.
At the manufacturing execution level, precision molds are used in conjunction with high-speed zinc die casting processes to ensure repeatability, while maintaining stable cavity temperature control. For quality assurance, zinc castings are inspected using X-ray to eliminate porosity, and dimensional verification is performed on every production batch.
Fine-tuning the gate and runner layout during the zinc die casting process directly influences metal filling behavior—optimal entry angles and gate dimensions allow molten zinc to smoothly cover thin-walled areas, preventing air entrapment and ensuring a consistent yield of conforming die cast parts.
Through the zinc die casting process, Supro MFG makes precise adjustments to the bracket geometry, ensuring that thin-walled designs do not equate to fragility. The result? Lightweight brackets that remain rock-solid even under thermal cycling and vibration.
Compact Sensor Housings with Consistent Strength
For advanced sensor housings, a compact design is a fundamental requirement. This primarily includes: compact layouts in electric vehicles and hybrid systems; maintaining reliable, consistent strength under varying temperatures; and effectively shielding against electromagnetic interference (EMI) to ensure signal integrity.
Sensor housings require compact structures and consistent strength. For zinc die cast materials, Alloy No. 8 can be selected to leverage its creep resistance, ensuring stable dimensional stability in miniaturized structures. The dense zinc alloy structure also provides electromagnetic shielding.
In terms of manufacturing, zinc die casting enables the precise replication of micro-features. During post-processing, surface finishing optimizes sealing interfaces, while coating compatibility ensures corrosion resistance. This combination ensures the sensor housing remains reliable in harsh environments while meeting the dual requirements of thin walls and high strength.
Supro MFG employs controlled zinc die casting parameters to ensure that every housing fits seamlessly into the assembly without the need for rework. This not only saves production line time but also maintains calibration consistency.
High-Precision Interior Components with Alloy 8
Zinc components in the vehicle must meet high precision requirements while also maintaining an attractive appearance—this applies equally to trim strips, functional interior components, and structural supports behind panels. Selecting Alloy 8 as the zinc die casting material allows for simultaneous compliance with creep resistance and thin-wall requirements.
In terms of dimensional accuracy, mold engineering must optimize the gate design for zinc die casting to minimize misalignment between flash and the parting line; strict manufacturing tolerances ensure seamless assembly.
In terms of surface finish and durability, the smooth surface treatment allows zinc die-cast parts to be directly electroplated or painted. The high density of zinc alloys provides excellent wear resistance, ensuring reliable durability in everyday use. Professional die casting services consistently produce these high-precision components, ensuring that every batch of castings excels in both form and function.
Thanks to advanced die-casting techniques and precise alloy control, the interior components manufactured by Supro MFG fit together perfectly and remain perfectly aligned for years of driving. This is the perfect embodiment of the zinc die-casting process—robust, precise, and designed specifically for modern automobiles.
Contact Supro-Mfg
The zinc die casting process must account for the performance differences between zinc alloys No. 3, 5, and 8, and addresses porosity issues through wall thickness validation and process optimization. In automotive component manufacturing, this technology balances weight reduction, rigidity, and precision, providing a mature and viable solution for the mass production of high-quality zinc castings.
Contact our engineering team today for a comprehensive technical consultation or a fast, transparent RFQ.