

Copper castings’ quality determines the success or failure of the product.Even the tiniest porosity or cold shut can cause profits to vanish in an instant. Senior foundry engineers warn that most casting defects stem from melt control and mold design, not bad luck. Experienced managers, meanwhile, emphasize temperature monitoring and rigorous quality inspections.
Porosity issues are particularly prominent in copper casting production. The root causes can be attributed to three main factors: insufficient degassing in the pouring system, hydrogen absorption caused by moisture in the alloy, and turbulence during ladle pouring. Further analysis indicates that excessively high scrap rates are often due to uncontrolled chemical composition of the melt. By optimizing the ratio of scrap copper, adjusting deoxidizers via online spectroscopic analysis, fine-tuning conductivity parameters, and precisely controlling melt temperature, it is possible to significantly improve the yield and overall performance of copper castings.
This paper systematically reviews the formation mechanisms of five common defects in sand casting and permanent mold casting: shrinkage cavities, gas pores, hot cracks, inclusions, and cold shuts. It further focuses on three major contributing factors in copper casting production: venting failures, hydrogen-induced gas pores, and pouring turbulence. Through precise regulation of the chemical composition of the molten metal and accurate control of pouring temperature, it is possible to effectively reduce the scrap rate and ensure the mechanical properties and electrical conductivity stability of copper castings.
Types Of Copper Casting Defects
In the actual production of copper castings, even slight deviations in process parameters such as temperature, flow velocity, and feeding conditions can lead to internal or surface defects in the castings. Minor errors often have serious consequences; these defects not only reduce mechanical properties but also increase repair costs. This section systematically reviews the formation mechanisms and key control points for five typical defects, providing a reference for optimizing the copper casting process.
Shrinkage Cavities in Sand Casting
When using sand molds for copper casting, shrinkage occurs if the molten metal contracts during solidification without an adequate riser to compensate for the volume loss. To prevent this common casting defect from reducing the mechanical strength of the casting, specialized copper casting foundries like Supro MFG employ gate simulation and pouring path analysis.
The root cause of shrinkage cavities lies in insufficient feeding due to excessively small or improperly positioned risers in sand casting, as well as obstructed flow channels that hinder the movement of molten metal. In the design of copper castings, an improper transition from thick to thin wall sections creates isolated hot spots, and insufficient sand strength leads to creep and displacement of the mold walls.
The mechanisms underlying the formation of defects in copper castings include the formation of a solidification lag zone, inward metal shrinkage, and the retention of internal voids.
Gas Porosity from Deoxidizers
In copper casting, excess deoxidizers in the molten metal react with oxygen and dissolved hydrogen, forming porosity that ultimately reduces the electrical conductivity of the cast copper components. The key to effectively addressing this challenge lies in implementing intelligent molten metal control during the casting process.
Excessive deoxidizer addition intensifies gas reactions within the furnace, causing dissolved gas levels to remain high. Once the solidification stage begins, the gas bubbles become trapped by rapidly growing grain boundaries, resulting in internal casting defects. Therefore, controlling the amount of deoxidizer added is a critical step in the copper casting process.
Hot Tears and Cracks in Mold Cavity
During the final stage of solidification in copper casting, the mold cavity restricts thermal contraction, leading to the formation of thermal cracks. This restricted contraction causes internal stresses to rise sharply, resulting in a loss of material ductility, and cracks propagate rapidly along grain boundaries or acute angles. A rational gate layout can effectively distribute stresses and prevent this difficult-to-repair issue. For copper casting foundries striving for zero defects, optimizing the gating system and the yield strength of the molding sand are effective solutions for reducing casting quality issues.
Non-metallic Inclusions from Scrap Copper
While using scrap copper can reduce costs, impurities, slag, or dross hidden in the melt may carry oxide particles. These inclusions can affect machining and inspection results on the copper casting production line. Sources of these inclusions include: contamination of raw materials, incomplete slag removal, and the introduction of non-metallic inclusions.
Cold Shuts in Permanent Mold Casting
In permanent mold copper casting, a cold shut occurs when two streams of molten metal converge but fail to fuse due to insufficient temperature or flow velocity. Stable pouring control ensures smooth flow and tight fusion. Supro MFG focuses on pouring balance to ensure that copper castings have a smooth surface and are ready for immediate use.
The primary factors contributing to flow issues include slow filling and improper gate design. These ultimately result in incomplete fusion, leaving visible defects on the surface of the copper castings.
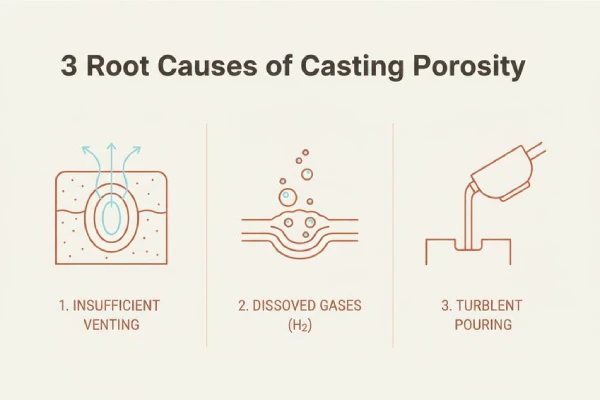
3 Root Causes Of Porosity in Copper Castings
Porosity defects are often one of the main causes of the scrapping of high-quality castings. In the production of copper castings, most microporosity stems from deviations in process parameters. Whether producing copper components via sand casting or performing high-precision bronze casting, understanding the causes of porosity formation helps improve castings and ensure overall casting quality.
Inadequate Venting in the Gating System
Poor venting within the pouring system is often a common cause of gas entrapment and hidden defects in castings. If the air cannot escape, it becomes trapped and forms internal porosity.
The primary causes of venting failure in copper casting include vent holes that are too shallow and runners that are too narrow, both of which hinder gas escape; improper or excessive compaction of the sand mold significantly reduces permeability; and wet sand directly blocks the vent channels. If these issues are not controlled, they will have multiple adverse effects on copper castings: ultrasonic testing may reveal internal porosity, surface pinholes will appear in visible areas, and the pressure resistance of the copper alloy castings will consequently decrease.
Supro MFG mitigates these risks by systematically optimizing the pouring layout for copper castings: adding vent channels at the highest points of the casting and balancing the dimensions of the runners and risers. Additionally, a pre-pour test using low-pressure air is conducted, and the patency of the vent paths is verified through a visual smoke test. The company conducts a comprehensive review of copper casting projects—from mold fluid simulation to final inspection—to prevent venting issues from occurring.
Hydrogen Pickup from Moisture in Bronze Alloys
In bronze alloys used for copper casting, hydrogen is a hidden threat. Even a small amount of moisture in scrap or furnace linings can cause severe hydrogen absorption during the melting process. For high-precision copper castings, even minor fluctuations in hydrogen content can lead to rework. Strict humidity control ensures the stability and predictability of bronze castings.
In copper casting production, sources of moisture include damp recycled scrap, damp refractory lining materials, and ambient humidity in the workshop. When hydrogen dissolves in molten copper alloy, its solubility drops sharply during the solidification phase, causing bubbles to form within the metal and become trapped by the solid phase, ultimately resulting in porosity.
These castings exhibit reduced mechanical strength, increased surface roughness, and higher scrap rates. Professional copper casting foundries, such as Supro MFG, typically implement a three-pronged control strategy: thoroughly drying scrap material, monitoring alloy composition in real time, and performing degassing within the furnace.
Turbulence During Pouring with a Ladle
In many copper casting shops, defects originate from the pouring process. Rough pouring operations can generate turbulence, which entrains air and accelerates oxidation. The specific process is as follows:
- Rough tilting of the ladle, unstable pouring column height, or sudden changes in direction can all cause molten metal to enter the mold cavity in a spattering manner, creating turbulence during filling.
- Turbulence not only entrains air but also accelerates the rupture and wrinkling of the surface oxide film, leading to increased slag formation and irregular solidification behavior at the metal front due to disturbance.
- Ultimately, quality issues such as dispersed porosity, oxide inclusions, and insufficient strength in the intermetallic zone appear within the copper alloy casting.
Smooth pouring may seem simple, but it is one of the most effective ways to improve the quality of cast copper parts. Supro MFG emphasizes controlling the flow rate during every casting operation to minimize defects caused by turbulence and ensure the integrity of the final parts. The control strategy typically follows these steps: stabilizing the ladle tilt angle, maintaining a smooth and continuous metal flow, and using a bottom-pouring system whenever possible.
Looking for a reliable China metal foundry?
- We can help you optimize product design and save costs.
- We can help you with high quality high volume cast parts.
- We can deliver on time and get more sales market opportunities.
- You will benefit from Supro MFG metal casting service.
High Scrap Rate in Copper Casting? Refine Melt Chemistry
Any deviation in melt control can cause the scrap rate for copper castings to rise rapidly. By strictly controlling chemical composition and maintaining a stable furnace temperature, the production line can operate more smoothly. The following outlines methods to ensure that castings are clean, conductive, and tough, while minimizing metal waste.
Evaluate Scrap Copper Blend Ratios: Virgin Metal vs. Recycled
In copper casting, the balance between copper, scrap, primary metal, and recycled metal determines the overall composition. Strict control of the mix ratio effectively manages gas adsorption and stabilizes the final material properties, while clean raw materials help reduce the scrap rate of cast copper parts in subsequent processes.
To ensure stricter control during the copper casting process:
1) Inspect incoming scrap for oil contamination and oxides.
2) Separate highly conductive copper scrap from mixed alloys.
3) Adjust the furnace charging sequence—place higher-density virgin metal at the bottom, followed by lower-density recycled material.
4) Verify the final composition before pouring.
Supro MFG employs batch management tracked by furnace run, which helps customers reduce copper scrap while avoiding melt overload caused by the excessive addition of expensive virgin material.
A practical control model is shown below:
Charge Mix ID | Virgin Metal (%) | Recycled Scrap (%) | Oxygen ppm | Scrap Rate (%) |
A1 | 80 | 20 | 180 | 2.1 |
B2 | 60 | 40 | 260 | 3.8 |
C3 | 50 | 50 | 310 | 5.2 |
D4 | 70 | 30 | 200 | 2.9 |
Optimize Deoxidizers Using In-line Spectrometer Analysis
Pores can ruin high-quality copper castings. The solution lies in combining real-time spectrometer data with the proper use of deoxidizers. Monitor and analyze the melt step by step according to the following procedures:
- During the melting phase of copper alloy casting, measure oxygen content every 3 to 5 minutes and track impurity levels.
- During the adjustment phase, precisely calculate the deoxidizer dosage based on online data and re-verify the analysis results before tapping.
- During the verification phase, confirm that the final chemical composition meets the specifications for copper castings.
In the daily control of the copper casting shop:
1) Set the target oxygen content range based on the alloy grade.
2) Record the spectrometer’s real-time readings in the smelting log.
3) Add deoxidizers in small batches to avoid adding large amounts at once.
Lock in the chemical composition before transferring the metal to the pouring ladle.
In addition, it is essential to maintain a clean melt, accurately measure additives, and verify chemical composition. This process ensures that copper castings are dense and have good electrical conductivity. Supro MFG integrates online spectrometer data directly into its melt control protocols, thereby eliminating guesswork and reducing rework rates for large castings.
Fine-tune Chemical Composition for Electrical Conductivity
The electrical properties of copper castings depend on their chemical composition. Even slight variations in elemental content can cause significant fluctuations in electrical conductivity. Optimization strategies focus on three key control points: selecting high-purity raw materials, strictly adhering to alloy specification limits, and ensuring consistency in performance metrics across different batches.
For conductive copper castings used in power systems, the process optimization can follow these four steps:
1) Determine the minimum IACS conductivity target.
2) Limit residual elements that could degrade performance.
3) Balance the amount of alloying elements required to improve strength.
4) Verify the final material samples prior to shipment.
When casting copper components for busbars or terminal blocks, even a 0.02% excess in impurity content can severely impact the yield rate of finished products. By strictly controlling the purity of the molten copper, the copper casting production line can consistently produce products with superior electrical conductivity and a smoother surface finish.
Maintain Mechanical Strength with Precise Melt Temperatures
The mechanical strength of high-strength copper castings is directly related to melt temperature, cooling rate, and stable process control. In a standardized casting process, the furnace stage must maintain the target temperature range to avoid overheating and minimize oxidation during holding. During the pouring stage, the metal must be kept within the specified casting window to prevent turbulence from disrupting the metal’s microstructure. During the solidification stage, cooling must be controlled to achieve uniform grain properties and prevent hot cracks in thick-walled sections. Precise temperature control is essential to maintain the core strength of copper castings.
The procedure for precise control of melt temperature is as follows:
1) Stabilize the furnace temperature before tapping.
2) Measure the actual melt temperature at the ladle.
3) Pour within the specified range.
4) Review the tensile test data to verify mechanical strength.
Excessively high temperatures cause grain growth, which weakens the strength of copper castings; conversely, excessively low temperatures lead to casting defects. With precise and consistent control, the scrap rate will drop rapidly.
In high-volume copper casting projects, Supro MFG combines chemical composition control with temperature management to provide customers with castings that meet both conductivity and strength requirements, while completely resolving the challenge of uncontrolled scrap rates.
Contact Supro-Mfg
Defects in copper casting production are primarily categorized into five types: shrinkage cavities, deoxidizer porosity, hot cracks, non-metallic inclusions, and cold shuts in permanent molds. The three main causes of porosity issues are insufficient degassing, hydrogen absorption from moisture, and turbulent pouring. By optimizing the scrap copper blend ratio, adjusting deoxidizers via online spectroscopic analysis, fine-tuning the electrical conductivity composition, and precisely controlling the melt temperature, the scrap rate of copper cast parts can be significantly reduced.