

Copper casting can achieve excellent surface finish through systematic gas control. The high solubility of hydrogen in molten copper, the mechanical entrapment of air during casting, and the precipitation and coalescence of gas bubbles during solidification collectively constitute the three primary sources of porosity defects.
Even minor deviations in alloy composition, mold design, and process parameters can result in visible pinholes on the surface of copper castings or internal porosity. Engineers and production managers at Supro MFG emphasize that strict control of melt chemistry and vacuum degassing are standard operating procedures for controlling porosity defects in copper castings. Specific measures include: using deoxidized copper to reduce oxygen content to below 0.02%, lowering hydrogen concentration to within 0.15 ppm under vacuum conditions, and optimizing pouring speed and mold venting through simulation to prevent gas entrapment at the source.
The article systematically analyzes the differences in gas solubility between pure copper and deoxidized copper, the impact of sand casting, die casting, and vacuum casting on gas entrapment, and the role of design parameters such as wall thickness and draft angle. It also covers the stages of inclusion formation, key factors affecting surface finish, as well as strategies for vacuum degassing, in-line inspection, and supply chain integration in high-volume production, providing foundries with practical gas control solutions for copper casting.
Why Does Copper Casting Trap Gas?
Copper casting is closely related to chemical composition, mold design, and part design. From adjustments to the alloy formulation to mold pressure and wall thickness distribution, every factor influences how the molten copper flows and cools. To produce high-quality castings with a smooth surface and dense internal structure, gas must be controlled through a systematic optimization process.
Role of Alloy Composition in Gas Solubility
High-quality copper casting begins with precise control of chemical composition, in which the regulation of alloy elements’ solubility of gases is critical:
- Pure copper has a high affinity for hydrogen; hydrogen solubility is significant in the molten state, and residual oxygen reacts with hydrogen during solidification to form water vapor, which can easily cause internal porosity and impair surface finish.
- Deoxidized copper, produced by adding deoxidizing agents such as phosphorus, effectively reduces the oxygen content in the molten copper, blocking the pathway for vapor formation and thereby reducing the risk of porosity.
The addition of alloying elements to bronze or brass alters the compositional balance and hydrogen absorption rate, which in turn affects the shrinkage behavior and surface quality of the copper casting.
The following are comparative data for copper castings:
Material Type | Oxygen Content (%) | Hydrogen Solubility (ml/100g) | Porosity Risk Level | Typical Use Case |
Pure copper | 0.04–0.06 | 0.8–1.2 | High | Electrical busbars |
Deoxidized copper | <0.02 | 0.3–0.6 | Low | Valves, fittings |
Phosphor bronze | <0.03 | 0.4–0.7 | Medium | Bearings |
Brass (Cu-Zn 60/40) | <0.05 | 0.5–0.9 | Medium | Pump housings |
High-conductivity Cu | <0.015 | 0.2–0.4 | Very Low | Power connectors |
Influence of Casting Methods on Air Entrapment
In copper casting practice, the casting method directly influences how gas is trapped:
- The porous structure of sand molds in sand casting allows for the formation of natural venting channels; mold sand moisture content and compaction are key control factors, making this method suitable for cost-sensitive, standard castings.
- Due to high-speed filling, die casting tends to trap air inside the mold, leading to gas entrapment defects, which places higher demands on mold design and gating systems in copper casting foundries.
- Vacuum casting reduces dissolved gas content through controlled atmospheres, significantly improving the density and surface integrity of copper castings.
In particular, variables in the casting process include excessive pouring speed, which can cause turbulence; poor venting design, which leads to trapped gas; and sudden pressure spikes, which result in microporosity. Together, these factors degrade the density and surface finish of the casting.
The International Copper Study Group noted in its 2025 manufacturing outlook that demand for high-integrity copper components in EV systems is rising, pushing foundries to adopt vacuum-assisted casting to cut internal porosity below 1.5%.
For high-precision copper castings, Supro MFG employs vacuum and flow simulation technologies to ensure that the molten copper remains stable and free of turbulence. This is how modern, high-quality casting processes ensure that castings are dense and compact.
Impact of Design Specifications on Pocketed Gas
The design of a copper casting determines the behavior of gases. Gases tend to accumulate at the transition from thick to thin walls, and non-uniform cross-sections delay solidification, increasing the risk of porosity. Sharp corners impede metal flow, whereas smooth fillet radii reduce turbulence and improve filling quality. Appropriate draft angles help expel air during the filling process, enhancing venting efficiency.
Internal risk areas such as deep cavities, blind holes, and complex cores can easily obstruct gas escape pathways during the copper casting process. When molten metal flows along thick walls, bubbles will become trapped and solidified if the venting channels are obstructed. Strict design specifications can prevent bubbles from becoming trapped inside the copper casting. Supro MFG typically reviews CAD layouts before mold fabrication, as proper geometric design is always more effective than machining corrections made later in the process.
When copper casting combines the right composition, optimized casting processes, and meticulous design specifications, the issue of gas entrapment transforms from an uncontrollable factor into a controllable one.
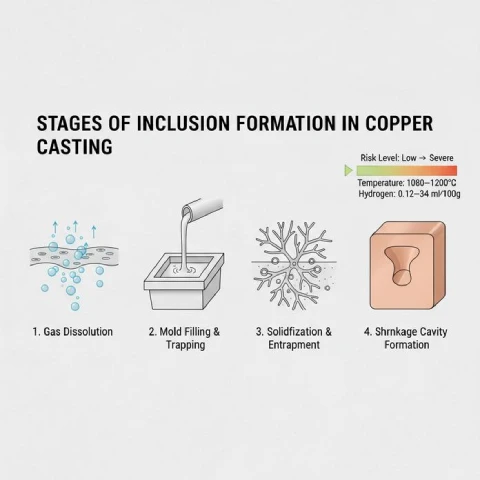
Analysis of the Formation Stages of Inclusions in Copper Casting
In the copper casting process, the formation of minute inclusions has specific causes. From molten copper to the final casting, every step of the casting process influences the formation of porosity. Understanding the properties of copper and its behavior during casting helps ensure the purity and density of copper alloy castings.
Initial Absorption in Molten Metal
In the copper casting process, gas-related issues often begin within the molten copper itself, even before the metal enters the mold. This is because the alloy composition affects the solubility of hydrogen in the melt, and high-temperature liquid metal rapidly absorbs dissolved gases; if the flame is not properly controlled, this can lead to a sharp increase in gas absorption. Therefore, in cast copper production, it is necessary to control furnace humidity, monitor oxygen solubility, and perform degassing prior to pouring. Specialized copper casting foundries, such as Supro MFG, finely adjust atmosphere control to ensure stability throughout the entire process, from melting to pouring.
The following table shows the solubility of gases in copper alloy castings:
Temperature (°C) | Hydrogen (ml/100g) | Oxygen (ppm) | Risk Level |
1080 | 0.12 | 200 | Low |
1120 | 0.18 | 350 | Medium |
1160 | 0.26 | 500 | High |
1200 | 0.34 | 650 | Severe |
Bubble Nucleation during Mold Filling
When using the shell mold investment casting process for copper casting, flow velocity is critical. Rapid cavity filling creates new nucleation sites, making thin-walled structures prone to trapping air bubbles, which in turn leads to porosity in poorly designed molds.
During the copper alloy casting process, when the molten metal enters the sprue, turbulence can entrain air, creating microporosity seeds. The temperature difference between the mold shell and the molten metal causes bubbles to form and adhere to the mold surface. A quick solution is to reduce the pouring speed; only a more steady flow rate can produce cleaner copper castings.
Growth and Coalescence through Solidification
As the copper casting cools, the solidification front moves inward. Under gravity casting conditions, the cooling rate is slower, which accelerates bubble growth near the dendrite region and facilitates the formation of gas inclusions between dendrite arms. Adjacent bubbles further coalesce, resulting in visible central porosity. In continuous casting, the temperature gradient is longer and precipitation behavior is more dispersed; however, inadequate degassing can still induce aggregation. Effective degassing and stable cooling ensure the internal density and high strength of the copper casting.
Shrinkage and Expansion Effects in Cooling
As the cast copper cools, the metal begins to contract and thermal expansion gradually subsides; this change in volume causes the internal pressure of the part to drop. Once the solid outer shell has formed, the high-temperature metal inside remains liquid due to the heat, and the suction created by solidification contraction draws residual gases into the voids, resulting in the formation of porosity.
A proper copper casting process ensures that fewer unexpected issues arise when parts enter the machining stage. In centrifugal casting, centrifugal force pushes the molten metal outward, thereby eliminating central voids. In permanent mold casting, a well-designed sprue layout effectively manages shrinkage.
Looking for a reliable China metal foundry?
- We can help you optimize product design and save costs.
- We can help you with high quality high volume cast parts.
- We can deliver on time and get more sales market opportunities.
- You will benefit from Supro MFG metal casting service.
4 Key Factors Affecting Surface Finish of Copper Castings
The quality of the surface finish directly determines the success or failure of a copper casting project. During the casting process, even slight variations in alloy composition, mold setup, or melt control can quickly manifest on the final surface. The following are the key factors that determine the production of high-quality copper cast parts with a smooth surface finish.
Alloy Selection and Metallurgy
The surface quality of copper castings depends on the alloy composition and strict control of metallurgical properties:
- Bronze castings are known for their fine-grained structure and stable shrinkage behavior, with a shrinkage rate of only 1.2% to 1.6%—the lowest among copper alloys. They exhibit low casting residual stresses and a low tendency for cold cracking, making them suitable for castings with complex shapes or high precision requirements.
- Although brass castings have excellent fluidity, deviations in chemical composition can easily lead to surface discoloration caused by de-zincing. Selective dissolution of zinc leaves behind a porous copper matrix, which directly affects appearance and corrosion resistance.
- Phosphor bronze, due to the dispersed distribution of phosphides, significantly enhances wear resistance and surface integrity, maintaining a smooth finish even under high-wear conditions.
The selection of copper casting materials can be focused on three key checkpoints: controlling trace elements, optimizing melt chemistry, and verifying microstructure prior to pouring. When properly executed, copper castings will exhibit a dense and smooth surface. Supro MFG strictly controls alloy specifications to ensure no surface defects arise in subsequent stages.
Mold Design and Surface Roughness Requirements
The surface finish of copper cast parts is established as early as the CAD modeling and technical drafting stages. Design controls include: mold geometry determines gas flow paths—uniform wall thickness and balanced gate design can reduce turbulent entrainment of gas. Since copper alloys have a solidification shrinkage rate of 1.5% – 2.5%, part design must incorporate draft angles (1°– 2° recommended for metal molds) and shrinkage allowance compensation. Surface roughness specifications should clearly define the target average Ra value and key inspection points.
In copper casting, shell molds made from fine-grain mold materials typically perform better than coarse-grain sand molds. For castings with intricate details, the precision of the geometry can reduce the need for subsequent grinding operations. Supro MFG precisely aligns digital models with production molds to ensure that the surface quality of the finished product fully meets the design specifications.
Pouring Parameters and Gas Evolution
Surface pinholes are typically related to melt control; balanced pouring ensures that the surface of copper castings is clean and free of porosity.
The key variable is that while excessively high pouring temperatures accelerate melt oxidation, excessively low temperatures can lead to gating defects. Porosity is closely related to hydrogen entrapment, and hydrogen solubility must be reduced through controlled degassing. Mold venting is critical for releasing cavity pressure and preventing the retention of gas bubbles.
To optimize the copper casting process, a comprehensive control chain should be established:
1) Melt monitoring to ensure melt quality
2) Controlled degassing
3) Stable pouring speed
4) Controlled solidification
The International Copper Study Group noted in its 2025 market outlook that quality-focused casting operations are gaining preference in marine and plumbing sectors due to tighter durability expectations.
Post-Casting Processes for Smoothness
Even after undergoing a precision copper casting process, castings still require post-processing to improve surface smoothness. The finishing process typically proceeds as follows: During the surface treatment stage, scale is removed through shot blasting. The dimensional correction stage includes grinding and deburring. The final surface finishing stage involves mirror polishing and controlling surface texture.
Every step in the process determines the final finish of the copper cast parts used in valves and hardware. A high-quality surface finish is not only about appearance; it also reflects the superior metalworking craftsmanship behind it. Supro MFG conducts inspections after each surface treatment step to ensure that the castings maintain consistent quality and meet production requirements.
High-Volume Copper Casting: Gas Control Strategies
If gases are not effectively controlled, problems can quickly arise in high-volume copper casting production. From the flow of molten copper to the final casting, strict control ensures consistency and reduces scrap rates. Effective gas management requires a comprehensive approach that includes vacuum degassing of the melt, in-line ultrasonic testing, and collaboration across the entire supply chain to keep porosity and scrap rates within target ranges.
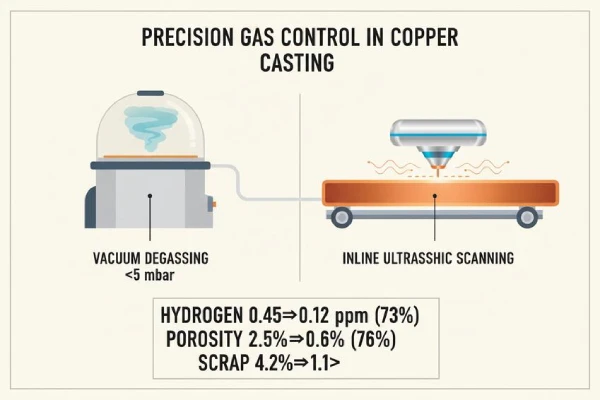
Vacuum Degassing with Automated Melt Treatment
Improved melt purification leads to higher-quality copper castings and more stable process optimization. In large-scale casting, gas control begins in the furnace. After the furnace chamber is sealed, the pressure is reduced to below 5 mbar; controlled exposure time promotes the diffusion and outgassing of hydrogen from the molten copper, forming microscopic bubbles under reduced pressure that are then extracted through the vacuum port. Sensor feedback and programmable melting cycles enable full automation of the copper casting process, while data logging ensures traceability.
The following is an overview of key performance characteristics for molten metal quality in copper casting:
Parameter | Before Treatment | After Treatment | ASTM Target | Gas Removal Efficiency |
Hydrogen (ppm) | 0.45 | 0.12 | ≤0.15 | 73% |
Oxygen (%) | 0.08 | 0.03 | ≤0.05 | — |
Melt Temp (°C) | 1180 | 1175 | 1150–1200 | — |
Porosity Rate (%) | 2.5 | 0.6 | ≤1.0 | 76% |
Scrap Rate (%) | 4.2 | 1.1 | ≤2.0 | — |
Inline Ultrasonic Testing for Early Gas Detection
In the continuous casting process, early detection can lead to significant cost savings. The following non-destructive testing methods ensure the quality of copper alloy castings and prevent issues from arising in subsequent stages.
1) An ultrasonic probe scans the surface of the high-temperature casting, calibrating the signal according to the alloy grade.
2) The online monitoring system captures waveforms in real time and automatically triggers rejection logic.
3) Through echo pattern comparison and depth imaging, the system accurately pinpoints the location and size of porosity.
The specific process is as follows: sensor scanning → real-time analysis → the quality control system issues an alert → the casting is adjusted prior to machining. This technology has raised the porosity detection rate in the copper casting process to new heights, ensuring the stability of continuous casting.
Supply Chain Integration for Consistent Foundry Services
When copper casting service providers coordinate molds, heat treatment cycles, and machining, product quality consistency improves. As a result, the rate of porosity defects decreases. The production of large batches of castings is no longer a trial-and-error process but becomes a controlled, systematic procedure.
Specialized casting foundries like Supro MFG also achieve end-to-end integration to deliver copper cast parts with dense internal structures and smooth surfaces. This includes supply chain integration covering standardized raw copper specifications, chemical composition limits, moisture control, and coordinated delivery windows. During the mold manufacturing stage, vent hole designs and core baking standards must be optimized. The heat treatment process employs controlled cooling curves and incorporates residual stress testing. Integrated logistics, supported by shared data dashboards and supplier collaboration based on material specifications, ensure traceability and parameter consistency across all stages.
Contact Supro-Mfg
Gas control in copper casting must be integrated throughout the entire process, from alloy selection and casting techniques to mold design and mass production. Deoxidized copper reduces hydrogen solubility, while vacuum casting and in-line ultrasonic testing can effectively suppress porosity to below 1%. Only by systematically optimizing composition, parameters, and the supply chain can high-quality copper castings with smooth surfaces and dense interiors be achieved.