

In the field of aluminum die casting, one of the recognized technical challenges is the casting of oversized housings and frame components. Excessively strict control of process parameters can lead to molding defects, while overly lenient settings can significantly increase the production cost per unit. For OEMs seeking stable, large-scale mass production, intelligent design of large components—through simplifying geometric structures, optimizing metal flow paths, and carefully selecting alloys—can effectively achieve weight reduction goals while ensuring structural strength.
Against the backdrop of increasingly stringent industry demands for product performance, cost control, and mass production stability, scientific design methods, appropriate alloy selection, and precise process control have become the key to overcoming challenges in aluminum die casting. Whether it involves simplifying part structures to optimize demolding efficiency, selecting alloys tailored to specific operating conditions, or eliminating defects through temperature control and cooling system design, meticulous attention to every aspect of die casting design can significantly enhance production efficiency.
This article will systematically examine the key points and practical solutions of aluminum die casting technology by focusing on four core areas: steps for simplifying the design of aluminum die cast parts, analysis of alloy types, prevention of cold-shut defects, and a case study of the manufacturing process for heavy-duty engine oil pans. It aims to provide industry professionals with a reference that combines theoretical guidance with engineering practicality, helping companies improve product quality, reduce production costs, and achieve stable, large-scale production.
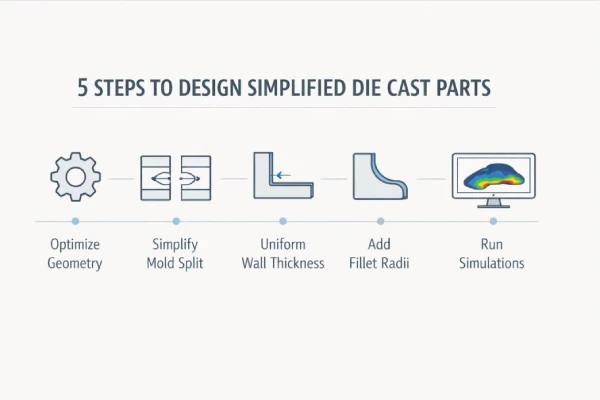
5 Steps to Simplify the Design of Aluminum Die Casting Parts
Designing for aluminum die casting is about more than just shaping metal. It’s about making informed decisions early on to ensure that aluminum parts function smoothly throughout mold manufacturing, production, and assembly. When aluminum, molds, and casting processes are tightly integrated into a single workflow, even minor design adjustments can save significant costs and prevent numerous problems.
Step 1: Define Functional Requirements
Before finalizing the geometry, establish the performance objectives for aluminum die cast parts to ensure the design complies with process constraints. For example: static loads, dynamic loads, or fatigue cycles? Is there moisture or chemical exposure in the environment, etc.? For die-cast or cast aluminum housings, the load transfer paths must be clearly defined. Although fine ribs help improve stiffness, this is only effective if their orientation aligns with the actual direction of stress flow. If sealing performance is critical, the surface finish of the aluminum die castings and the choice of alloy must be matched to the thermal expansion characteristics.
At the same time, define the process parameters for the aluminum die casting process, such as dimensional accuracy, surface roughness, corrosion resistance, thermal conductivity, and vibration damping properties. Based on the experience of professional die casting manufacturers, the earlier these performance targets are established, the fewer mold modifications will be required later on. By clarifying load-bearing capacity, temperature range, and assembly tolerances upfront, your aluminum die castings will be both functional and easy to manufacture.
Step 2: Optimize Part Geometry for Mold Release
The key to a low-cost aluminum die casting process is to use straight-pull molds whenever possible. However, avoid adding sliders indiscriminately, as each additional slider increases the cycle time of the aluminum die casting process and raises the risk of malfunctions.
Strictly inspect the design of aluminum die-cast parts according to the following guidelines:
Eliminate undercuts and hidden cavities; align all features with the mold opening direction as much as possible.
Provide a draft angle of at least 2° on deep ribs, as this reduces ejector pin stress by 25% and prevents galling.
Control surface roughness, balance ejector pin placement, and simplify parting lines.
A reliable aluminum die casting manufacturer, such as Supro MFG, will address all sharp corners and unnecessary holes before mold making. Leverage the properties of die-cast aluminum to ensure that the geometric shape of the aluminum casting “ejects itself from the mold.”
Step 3: Integrate Uniform Wall Thickness Practices
In aluminum die casting, a sudden transition from thick walls to thin walls results in differing cooling rates, which can easily trap gas pores and generate internal stresses, ultimately leading to sink marks or warping.
The correct approach is to maintain as consistent a wall thickness as possible throughout the aluminum die-cast part. This ensures uniform material flow, controllable solidification times, and good dimensional stability. If reinforcement is required in a specific area, use ribs instead of solid sections, or hollow out high-density areas. In the die casting process, uniform wall thickness reduces internal stress and improves dimensional stability. If strength needs to be enhanced, the geometry should be redesigned rather than simply increasing the metal thickness.
Step 4: Incorporate Draft Angles and Fillets
In aluminum castings, sharp corners impede metal flow, create stress concentrations, and significantly increase the risk of cracking. The correct approach is to provide sufficient draft angles on all vertical surfaces to ensure smooth part ejection; and to use larger fillet radii at internal corners and fillets. This improves mold filling, allows molten aluminum to flow more smoothly, and enhances the surface finish of the final aluminum die castings. Smooth fillets guide the molten aluminum to flow naturally through the cavity, reduce stress concentrations, and extend mold life.
Step 5: Validate with Simulation and Prototyping
Before proceeding with mold manufacturing, a dual-verification mechanism must be established. First, flow field and thermal analyses are conducted using die-casting simulation software to create virtual prototypes of aluminum die castings. This technology can predict bubble locations, track temperature gradients, and estimate shrinkage areas. Advanced fluid analysis software achieves a bubble prediction accuracy rate exceeding 90%, reducing the number of trial production iterations by 40%.
Once digital validation is complete, the process moves on to the physical prototyping phase for final design verification. Aluminum die casting manufacturers like Supro MFG rely on digital modeling to identify potential weaknesses before cutting the steel, and then use trial molds to verify actual performance. For complex aluminum die casting projects, this approach ensures process stability from the very first day of mass production.
Analysis of Aluminum Die Casting Alloys
Aluminum die casting technology is driving the advancement of modern manufacturing. From automotive body panels to the casings of smart devices, selecting the right alloy is key to determining the quality of the castings. Understanding the range of aluminum die casting materials helps procurement professionals make more informed decisions, reduce scrap, and improve the consistency of every aluminum product.
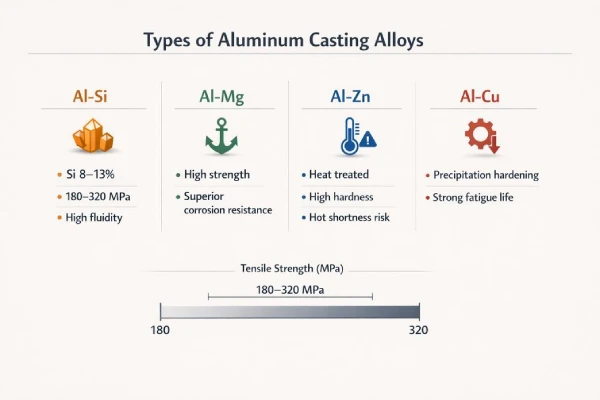
Al-Si Alloys: Versatile and Cost-Effective
In aluminum die casting projects, aluminum-silicon alloys (Al-Si) are the most common starting point. The addition of silicon significantly improves casting performance by enhancing the fluidity of the molten metal, optimizing mold filling, and reducing shrinkage during solidification. This means that aluminum die cast parts can achieve tighter dimensional tolerances and lower rates of internal defects.
Aluminum-silicon alloys offer three key benefits: First, silicon enhances flowability in thin-walled sections, enabling the production of aluminum die castings with complex geometries; second, lower porosity improves mechanical properties, ensuring the reliability of parts under load-bearing conditions; third, balanced corrosion resistance makes them suitable for applications exposed to outdoor environments.
When selecting die-cast aluminum materials, aluminum-silicon alloys offer a reliable balance between performance and cost. Based on Supro MFG’s practical experience, Al-Si alloys not only ensure production stability in the aluminum die-casting process but also maintain good weldability and surface finish, making them the most widely used solution.
The following is an overview of the key performance characteristics of Al-Si alloys:
Alloy Type | Si Content (%) | Tensile Strength (MPa) | Typical Use |
AlSi9Cu3 | 8–11 | 240–310 | Auto housings |
AlSi10Mg | 9–11 | 250–320 | Structural frames |
AlSi12 | 10–13 | 180–260 | Covers & cases |
Al-Mg Alloys: Strength with Superior Corrosion Resistance
Aluminum-magnesium alloys are an ideal choice for applications in humid environments. Their advantages include significantly high strength, excellent corrosion resistance, and a smooth surface finish. When aluminum die-cast parts are exposed to salt spray environments, magnesium plays a critical role. Additionally, this alloy offers excellent weldability, good machinability, and stable mechanical properties.
Typical applications for this alloy include marine brackets, vehicle panels, and lightweight housings. This series of alloys is an excellent choice for aluminum die cast parts that require durability without the need for heavy coatings.
Al-Zn Alloys: High-Strength Applications
When the load-bearing capacity of aluminum die-cast parts takes precedence over aesthetic appearance, aluminum-zinc alloys are the material of choice. After appropriate aging heat treatment, the tensile strength of advanced ZA series alloys can exceed 400 MPa, significantly outperforming conventional aluminum die-casting materials.
Analysis from a performance perspective:
Heat treatment processes can enhance the alloy’s high tensile strength, making it suitable for load-bearing applications such as mechanical support components and gearboxes.
Increased hardness improves wear resistance, making it suitable for sliding contact conditions.
The dimensional stability achieved through aging treatment ensures that parts maintain their dimensional accuracy throughout their service life.
Because aluminum-zinc alloys are prone to thermal brittleness at high temperatures, die casting manufacturers must strictly control heat treatment parameters and solidification curves during the production process to prevent cracks from forming in mechanical support components and gearboxes during solidification. For projects requiring die-cast aluminum materials with high strength and wear resistance, Al-Zn alloys are a proven engineering solution.
Al-Cu Alloys: Heat-Treatable Performance
When the structural strength of aluminum die-cast parts is a key constraint, aluminum-copper alloys are an engineering-proven material solution. High-performance grades such as A206-T7 can achieve a yield strength of approximately 350 MPa following solution heat treatment, controlled cooling, and aging hardening.
Based on an analysis of the material properties: This alloy system offers high strength and excellent fatigue life, making it suitable for structural components subjected to cyclic loading. Its good machinability supports subsequent precision machining requirements. It should be noted that its weldability is somewhat lower than that of aluminum-silicon alloys; therefore, assembly and joining methods must be evaluated during the aluminum die casting process.
In practical applications, aluminum-copper alloys are primarily used in load-bearing applications such as automotive suspension components, aerospace brackets, and heavy-duty structural frames. When selecting die cast aluminum materials, if fatigue life and strength are prioritized over formability, the Al-Cu system is a reasonable technical choice.
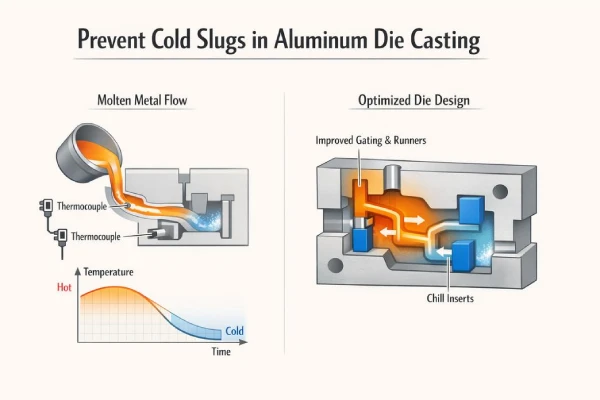
How to Avoid Cold Slugs in Aluminum Die Casting
Temperature deviations can silently undermine aluminum die casting production, resulting in scrap rather than marketable parts. Even slight temperature fluctuations and flow imbalances can easily cause premature solidification of the molten metal, leading to cold shuts. To eliminate cold shut defects at their source, it is essential to implement precise temperature control, optimize gate design, ensure balanced cooling, and conduct real-time monitoring—effectively managing the entire process from thermal control and runner design to cooling.
Control Pouring Temperature with Precise Thermocouples
In the aluminum die casting process, melt temperature directly determines fluidity and defect rates. Calibrated thermocouples should be installed in the furnace, connected to an automatic temperature control system, and set with strict tolerance alarms. Casting process records should be reviewed during each shift to continuously verify readings. Maintaining the sleeve temperature precisely within the 200–250°C range prevents premature solidification of the melt and reduces the scrap rate by 10–15%. This is a fundamental measure for aluminum die casting manufacturers to ensure process stability.
Design Proper Gating to Maintain Metal Flow
The gating system in aluminum die casting directly determines the stability of metal flow. The design must adhere to three principles:
Optimize the length of the runner to reduce flow resistance.
Adjust the gate velocity to the optimal range of 30–50 m/s to minimize atomization and oxide entrainment.
Ensure that the wall thickness of the casting design matches the gate dimensions.
Excessively slow flow rates can cause solidification, while excessive turbulence can introduce air. A well-designed gate system maintains a stable flow rate, which is particularly critical for complex aluminum die cast parts.
As noted in a 2025 industry outlook by the North American Die Casting Association: “Process consistency in gating and thermal control remains the primary driver of scrap reduction across aluminum die casting facilities.”
Use Chills Strategically to Eliminate Cold Zones
In the aluminum die casting process, uneven cooling can lead to internal stresses and shrinkage cavities. The operational logic is as follows:
Identify thick-walled areas in the design of aluminum die casting parts.
Add cooling channels near these areas where cooling is slow.
Balance heat dissipation throughout the part.
This method effectively reduces cold spots and improves the controlled solidification process. For aluminum die casting manufacturers, a rational cooling layout is a practical means of controlling deformation and enhancing the dimensional stability of castings.
Implement Real-Time Monitoring of Molten Metal
The aluminum die casting process requires the establishment of a closed-loop monitoring framework. Sensors for tracking molten metal should be installed, and data acquisition should be integrated with the control system to dynamically adjust casting parameters. Real-time monitoring enhances process control and quality assurance, allowing for corrective action before defects occur. For aluminum die casting manufacturers, this is a key technical approach for transitioning from spot checks to preventive quality control, which can significantly reduce batch-related quality risks.
Looking for a reliable China metal foundry?
- We can help you optimize product design and save costs.
- We can help you with high quality high volume cast parts.
- We can deliver on time and get more sales market opportunities.
- You will benefit from Supro MFG metal casting service.
Case Study: Aluminum Die Casting Process for Heavy Equipment Oil Pan
The oil pans of heavy machinery are subjected to grueling conditions—high temperatures, vibration, debris, and constant pressure. In the aluminum die casting process, every gram of weight and every rib is critical. Achieving the perfect balance in aluminum castings ensures that engines can keep running in harsh construction sites. Below, we’ll explore how intelligent aluminum die casting design achieves this goal.
Design Considerations: Balancing Strength and Weight
Achieving a balance between strength and weight in aluminum die-cast parts requires a three-pronged approach.
In terms of material selection, high-silicon aluminum alloys are chosen to enhance the wear resistance of the parts, and part thickness is controlled within the 3–5 mm range.
In terms of structural geometry, cross-braced or offset rib designs are employed to maintain rigidity, a 1–3° draft angle is applied, and all corners are rounded to mitigate stress concentration.
In manufacturing practice, ensuring uniform melt flow helps prevent insufficient strength in weld zones. This is a core consideration for aluminum die casting manufacturers in the design of structural components.
Gating & Overflow Systems for Clean Castings
In the aluminum die casting process, the gate and overflow system directly determine the surface quality and internal density of the casting.
The flow control architecture requires a systematic design that coordinates the layout of gates, impellers, and overflow channels.
For air and impurity management, vent channels and overflow ports with impurity interception capabilities should be incorporated to effectively vent cavity gases and capture cold metal at the front end.
As validated by production operations at Supro MFG, an optimized layout can reduce scrap by more than 15%, making it a key process method for achieving smooth aluminum die-cast parts.
Cooling Strategies to Minimize Porosity
In the aluminum die casting process, porosity defects are directly related to solidification shrinkage and cooling path design:
At the thermal design level, cooling channels should be arranged near hot spots, mold temperatures should be maintained within the range of 180–220°C, and the cooling rate should be systematically optimized.
In terms of process control, localized cooling is achieved by adjusting coolant flow rates. Rapid cooling rates of 50–100 °C/s can reduce the secondary dendrite arm spacing (SDAS), thereby increasing fatigue life by more than 20%.
Internal quality is ultimately verified through X-ray inspection. This represents the engineering practice employed by aluminum die casting manufacturers to control the density of thick-walled castings.
The following are defect prevention metrics for aluminum die casting:
Parameter | Typical Range | Impact on Quality |
Solidification time | 8–14 s | Controls grain density |
Cooling rate | 50–100 °C/s | Refines SDAS, limits porosity |
Melt temp | 660–690 °C | Reduces gas porosity |
Mold temp | 180–220 °C | Minimizes internal voids |
Contact Supro-Mfg
The quality and mass production efficiency of aluminum die casting hinge on the coordinated management of design, materials, and processes. By simplifying the design in five steps and selecting the appropriate alloy, then eliminating defects such as cold spots through precise temperature control, optimized gates, and balanced cooling—all implemented through practical production case studies—we can ensure the performance of aluminum die cast parts while reducing costs and improving efficiency, thereby achieving stable and reliable large-scale production.